
Lựa chọn Thép mài phù hợp cho mọi mục đích
Cách sử dựng thép mài cho lưỡi dao tốt nhất
Thép mài F. DICK có sẵn với các vết cắt khác nhau. Vết cắt quyết định chất
lượng bề mặt và độ mài mòn trên lưỡi cắt của dao. Có sẵn các lựa chọn cắt
thép mài khác nhau
tùy thuộc vào độ mài mòn của vật liệu mong muốn.
- Cắt thô: Dùng trong gia đình, độ mài mòn cao.
- Diamond: Bề mặt kim cương cho độ mài mòn rất cao.
- Titanium: Bề mặt đặc biệt cho độ mài mòn rất cao, đặc biệt thích hợp cho các loại dao cứng.
- Tiêu chuẩn: Độ mài mòn cao.
- Cắt mịn: Độ mài mòn / độ thẳng của lưỡi cắt thấp.
- Đánh bóng: Không mài mòn, chỉ dùng để làm thẳng và đánh bóng lưỡi cắt.
- Gốm: Đặc biệt thích hợp cho dao cứng. Vật liệu rất cứng nhưng cũng giòn.
Bề mặt và độ nhám nhất định trên lưỡi cắt đã mài bén thu được tùy thuộc vào độ thô hay mịn của lưỡi cắt bằng thép mài. Mức độ nhám của bề mặt là kết quả của các rãnh được tạo ra trong quá trình mài. Các rãnh nằm ngang với lưỡi cắt khi được mài chính xác. Một đường cắt, có nhiều hoặc ít răng cưa rõ rệt (giống như răng cưa) được hình thành trên chính lưỡi cắt tại điểm mà rãnh từ cả hai mặt của dao gặp nhau, tùy thuộc vào độ sâu của rãnh.
Nó có thể là mong muốn một
biên dạng cạnh cắt siêu mịn hoặc hơi thô. Điều này phụ thuộc vào những gì
con dao sẽ được sử dụng. Lưỡi cắt có răng cưa xuyên qua “độ
cứng” của thực phẩm cần
cắt (ví dụ như da của trái cây và rau quả, bánh mì, lớp vỏ từ thịt quay, v.v.)
dễ dàng hơn so với lưỡi cắt nhẵn. Ngược lại, bạn muốn một lưỡi cắt càng
mịn và càng mỏng càng tốt khi
cắt thực phẩm mềm, không làm nát thực phẩm được cắt và tạo ra đường cắt rõ
ràng.
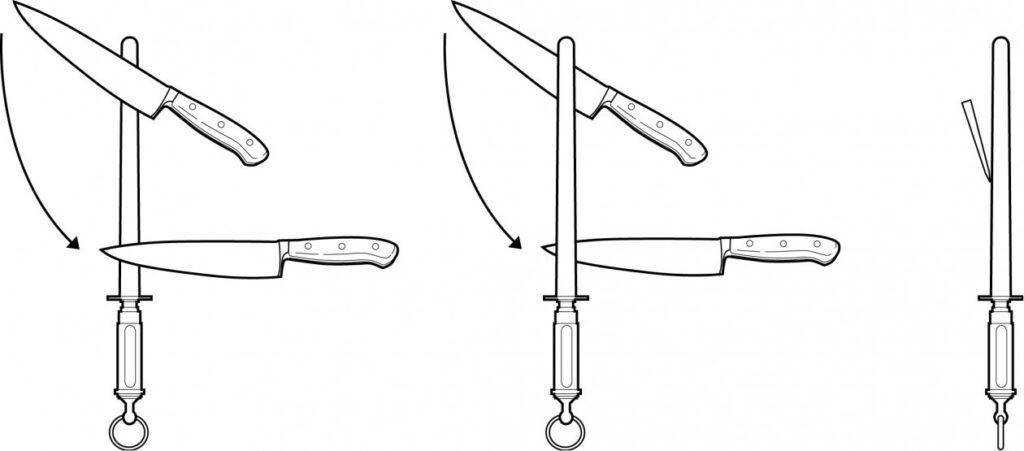
Làm cách nào để mài dao trên Mài thép?
Đặt lưỡi dao một góc từ 15 ° – 20 ° trên thép mài và trượt lưỡi dao luân phiên sang trái và phải dọc theo thép. Điều quan trọng là sử dụng cùng một số chuyển động mài sắc ở mỗi bên. Chuyển động mài phải bắt đầu bằng phần cuối của lưỡi dao ở đầu của thép mài và được dẫn hướng theo một cung rộng đồng thời tác dụng áp lực nhẹ để đảm bảo rằng nó kết thúc với mũi dao gần với cán thép mài.
Điều quan trọng là bạn phải xen kẽ mặt tiếp xúc của dao tiếp xúc với thép mài. Khi làm như vậy, trước tiên hãy lưu ý không bao giờ di chuyển một mặt của con dao và sau đó đến mặt kia của con dao nhiều lần dọc theo thép mài. Một đường gờ cong sẽ hình thành về phía bên kia của con dao, sẽ vẫn còn sau lần mài cuối cùng. Tuy nhiên, chỉ có một dạng gờ rất mịn với sự mài sắc thay thế (còn được gọi là sợi chỉ), được loại bỏ bằng cách uốn cong nó qua lại. Điều quan trọng là phải tạo áp lực ngày càng ít hơn vào cuối chuyển động mài thay thế để đảm bảo rằng gờ mịn ngày càng yếu đi.
Mẹo của chúng tôi:
Làm thẳng lại lưỡi cắt trước hoặc sau mỗi lần sử dụng với độ mài ngắn và thường xuyên. Đừng đợi cho đến khi bạn cảm thấy hiệu suất cắt của dao đang giảm dần
{kind=link}